本文
「知の拠点あいち重点研究プロジェクトIV期」 摩擦攪拌接合(FSW)用の“板材固定を無くす押圧装置”と “高耐熱工具による金属接合技術”を開発しました
愛知県と公益財団法人科学技術交流財団では、産学行政連携の研究開発プロジェクト「知の拠点あいち重点研究プロジェクト※1IV期」を2022年度から実施しています。
この度、「プロジェクトCore Industry※2」の研究テーマ「金属3D造形技術CF-HM※3の進化による航空機部品製造用大型ジグの革新」※4において、名古屋大学の社本英二(しゃもと えいじ)教授、富士精工株式会社(豊田市)、NTKカッティングツールズ株式会社(小牧市)等の研究グループが、押圧FSW※5装置と高耐熱セラミックFSW工具を開発しましたので、お知らせします。
押圧FSW装置を使うことで、これまで欠かすことのできなかった板材固定装置が不要になり、更に板材の浮き上がりによる欠陥を抑制できるため、より低コスト・簡便で欠陥のないFSWが可能になりました。また、高耐熱セラミックFSW工具を使うことで、これまで難しかった融点が高く軟化しにくい金属(インバー材※6やステンレスなど)へのFSWを実現しました。
これらの開発品は、CF-HMの課題であった大型化とインバー材の造形を可能にし、航空機部品製造用大型ジグの革新など、工業製品の製造・試作に広く貢献することが期待されます。
1 研究開発の背景
環境負荷軽減に対する関心が高まる近年では、自動車などの電動化や軽量化が強く進められており、軽量かつ丈夫で電子機器の冷却にも有効なアルミ合金製の部品が多く使われています。また、ネジや従来の溶接に代わり、省エネルギーにアルミ合金などの金属を接合できる加工方法としてFSWがますます注目されています。
FSWは、工具を回転させながら板材へ強く押し付けて摩擦熱などを発生させることで、高温になり柔らかくなった金属同士をかき混ぜて接合する加工方法です。接合時には板材の固定が必要なため、複雑で高価になりやすい板材固定用の装置を個々の部品(主に板材の形状)に合せて用意する必要があります。この手間やコストの高さがFSWを使用する場合の問題となっていました。また、インバー材やステンレスなどの金属の融点は約1,000℃と高温になるため、工具の強度低下による変形や急激な消耗が起こるため、FSWが使われることが少ないのが現状です。
FSWが広く普及することは、ネジが無くなることによる軽量化や省エネの推進にもつながるため、環境負荷の軽減促進のためにもFSW専用の高耐熱な工具が求められていました。
2 研究開発の概要
1 押圧FSW装置の開発
押圧FSW装置は、FSWと板材を押圧するという2つの機能を備えており、板材固定用の装置を使わずにFSWが可能となります(図1)。押圧FSW装置では、FSWを行う時に発生するトルクよりも大きな押圧力を加えることで、板材が回転してしまうことを防ぎます。これにより、板材固定用装置の開発にかかる手間やコストが省かれ、より低コストで簡便なFSWが実施できるようになります。更に、よりFSWに近い箇所で板材を保持することにより、板材の浮き上がりを防ぐ効果も有します。
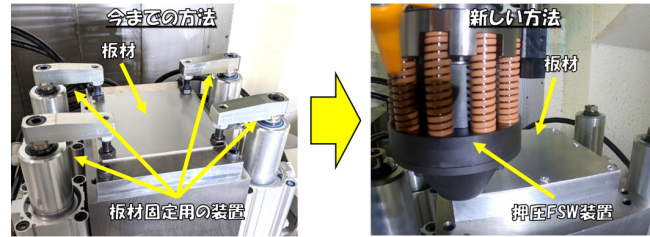
図1 押圧FSW装置で板材固定用の装置が不要になる様子
2 高耐熱セラミックFSW工具による高融点金属接合技術の開発
1,000℃になっても強度が低下しにくい高耐熱セラミックFSW工具による高融点金属接合技術を開発しました。従来の工具に使われている合金は、1,000℃付近になると急激に強度が低下しますが、セラミックは強度がほとんど低下しないため、融点が高く軟化しにくい金属であっても、高耐熱セラミックFSW工具を使うことで実用的なFSWが可能になりました(図2)。
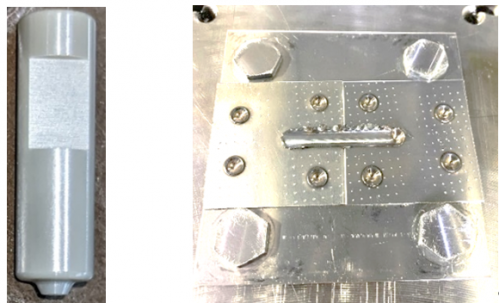
図2 高耐熱セラミックFSW工具(左)と接合した高い融点の金属(インバー材)(右)
その他にも、押圧FSW装置と高耐熱セラミックFSW工具は、一般的な工作機械への取り付けることができ、自動工具交換機能にも対応しているため、板材の搬送から切削加工による仕上げまでを1台の設備で自動化することが可能となりました(図3)。
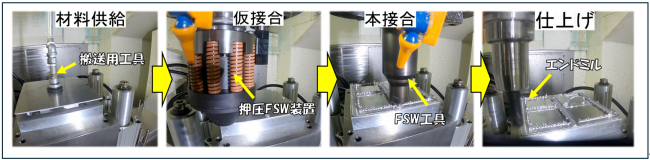
図3 1台の設備で自動化された様子
2024年11月5日(火曜日)から11月10日(日曜日)まで開催されるJIMTOF2024(日本国際工作機械見本市、開催場所:東京ビッグサイト)において、富士精工株式会社(ブース:W1019)が押圧FSW装置を、NTKカッティングツールズ株式会社(ブース:W1027)が高耐熱セラミックFSW工具をそれぞれ展示します。
3 期待される成果と今後の展開
押圧FSW装置と高耐熱セラミックFSW工具によって、FSWが一層普及することが期待されます。また、押圧FSW装置は大きな板材の中央部や非常に小さな板材といった、固定することが難しい部分に対しても有効で、高耐熱セラミックFSW工具による適用範囲の拡大と併せてFSWが可能な部品が増えることも期待されます。
今後は、押圧FSW装置による板材固定用の装置を不要にする技術と、重合せ・突合せFSWの融合によってCF-HMの大型化を実現し(図4)、航空機部品製造用大型ジグを軽量化することを目指します。さらに、高耐熱セラミックFSW工具を使うことでインバー材の金属造形を可能にし、今まで冷却用の管を通すことが困難だった航空機CFRP部品用金型を、容易に製造できるようにすることを目指します。
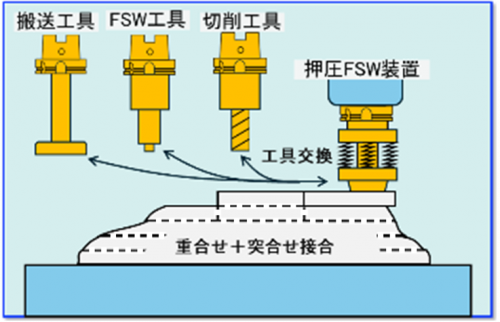
図4 CF-HMの進化による大型金属部品の3D造形
4 社会・県内産業・県民への貢献
|
社会への貢献 |
FSW技術の発展によって従来工法からの置換えが増加し、エネルギー消費の削減・軽量化の促進につながり、環境負荷の低減と工業製品の付加価値向上に寄与する |
|
県内産業への貢献 |
製造業が盛んな愛知県への影響度は高く、県内産業のさらなる活性化が期待される |
|
県民への貢献 |
県内産業の活性化によって、所得の増加や雇用の創出に寄与する |
5 問合せ先
【重点研究プロジェクト全体に関すること】
・あいち産業科学技術総合センター 企画連携部
担当:佐藤、日渡、村上
所在地:豊田市八草町秋合1267番1
電話:0561-76-8306
・公益財団法人科学技術交流財団 知の拠点重点研究プロジェクト統括部
担当:新庄、吉田、村瀬
所在地:豊田市八草町秋合1267番1
電話:0561-76-8380
【本開発内容に関すること】
・富士精工株式会社
担当:技術部 秋元 優二
所在地:豊田市吉原町平子26番地
電話:0565-53-6690
・NTKカッティングツールズ株式会社
担当:技術開発部 部長 波多野 祐規(はたの ゆうき)
技術開発部 工具開発課 主管 北川 修介
所在地:小牧市大字岩崎2808
電話:0568-76-5292
【用語説明】
※1 知の拠点あいち重点研究プロジェクト
付加価値のモノづくりを支援する研究開発拠点「知の拠点あいち」を中核に大学等の研究シーズを活用したオープンイノベーションにより、県内主要産業が有する課題を解決し、新技術の開発・実用化や新たなサービスの提供を目指す産学行政の共同研究開発プロジェクト。2011年度から2015年度まで「重点研究プロジェクトI期」、2016年度から2018年度まで「重点研究プロジェクトII期」、2019年度から2021年度まで「重点研究プロジェクトIII期」を実施し、2022年8月から「重点研究プロジェクトIV期」を実施。
「重点研究プロジェクトIV期」の概要
|
実施期間 |
2022年度から2024年度まで |
|
参画機関 |
15大学 7研究開発機関等 88社(うち中小企業59社) (2024年9月時点) |
|
プロジェクト名 |
・プロジェクトCore Industry ・プロジェクトDX ・プロジェクトSDGs |
※2 プロジェクトCore Industry
|
概要 |
世界を牽引して未来を創りつづける愛知の基幹産業の更なる⾼度化に資する技術開発に取組む。 |
|
研究 テーマ |
【研究開発分野】自動車・航空宇宙等機械システム(ハード) 1 スマートファクトリーの完全ワイヤレス化に向けた非接触電力伝送 2 超高効率エレクトロニクスを実現するMBDと融合した革新的素材開発 【研究開発分野】高効率加工・3Dプリンティング 3 金属3D造形技術CF-HMの進化による航空機部品製造用大型ジグの革新 4 積層造形技術の深化によるモノづくり分野での価値創造とイノベーション創出 【研究開発分野】次世代材料・分析評価 5 塗膜/外用剤の次世代分子デザインに向けた3次元可視化法の確立 6 カーボンニュートラル社会実現に向けた先端可視化計測基盤の構築 7 人工シデロフォア技術を用いた大腸菌群検出技術・装置の開発 8 高機能複合材料CFRPの繊維リサイクル技術開発と有効利用法 9 ナノ中空粒子を用いた環境対応建材の研究開発 |
|
参画 機関 |
7大学 3研究開発機関等 35社(うち中小企業22社) (2024年9月時点) |
※3 CF-HM (Cutting Friction-stirring Hybrid Manufacturing)
切削とFSW(摩擦攪拌接合)を融合した新しい金属3D造形技術(図5)。低コスト・高品質・高効率なことに加えて、高強度アルミ材やベリリウム銅といった幅広い材料に対して空気漏れのない金属3D造形を実現できる。
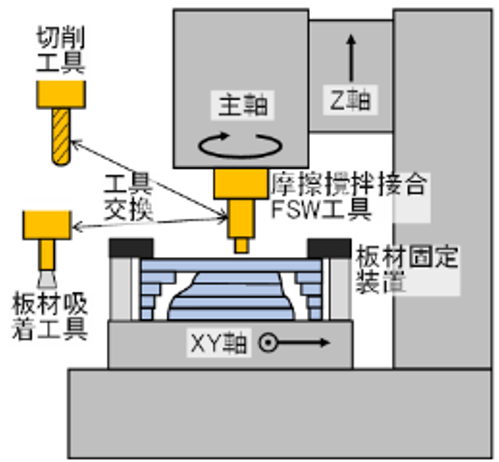
図5 CF-HMによる金属3D造形のイメージ
※4 金属3D造形技術CF-HMの進化による航空機部品製造用大型ジグの革新
|
概要 |
従来のCF-HMにおける造形寸法の限界に起因していた板材寸法、及びクランプストロークによる制約を新技術によって排除し、より大型の金属3D造形を実現する。さらに、その技術を適用して航空機部品製造用大型ジグを革新することを目指す。 |
|
研究リーダー |
国立大学法人東海国立大学機構名古屋大学 教授 社本 英二 氏 |
|
事業化リーダー |
三菱重工業株式会社 主席チーム統括 藤井 和慶 氏 |
|
参加機関 (五十音順) |
〔企業〕 NTKカッティングツールズ株式会社、オークマ株式会社、 富士精工株式会社、三菱重工業株式会社、菱輝金型工業株式会社 〔大学〕 国立大学法人東海国立大学機構名古屋大学 〔公的研究機関〕 あいち産業科学技術総合センター、公益財団法人科学技術交流財団 |
※5 FSW(摩擦撹拌接合)
FSWはFriction Stir Weldingの略称。先端に突起の付いた円筒状ツールを高速回転させ被接合材の接合部分に押しつけ、発生させた摩擦熱で被接合材を軟化させ、ツール回転により塑性流動させて接合する固相接合技術。アーク溶接などの溶融溶接とは異なり被接合材を溶かすことなく接合することができるため、接合後の変形が少なく、継手の結晶粒細分化により接合部の強度低下が小さいというメリットがある。 また、従来の接合方法と比べて省エネルギーで接合できるという特徴もある。
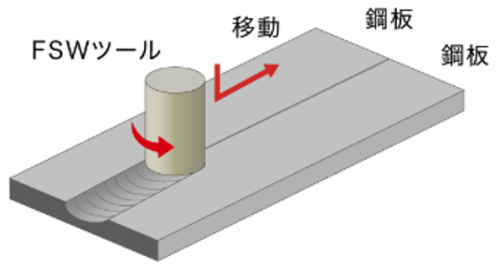
図6 FSW(摩擦攪拌接合)のイメージ
※6 インバー材
ニッケルを36%含んだ鉄系の合金。他の金属と比較して熱膨張係数が低く、温度変化の影響を受けにくいことから、精密機器や航空宇宙部品などに使われている。さらに、熱伝導率も比較的高いことから、射出成型やCFRP部品用の金型といった温度調整の効率と熱歪みの小ささが求められる工業用製品にも用いられている。
このページに関する問合せ先
あいち産業科学技術総合センター企画連携部
企画室(担当:佐藤、日渡、村上)
豊田市八草町秋合1267-1
電話:0561-76-8306
